


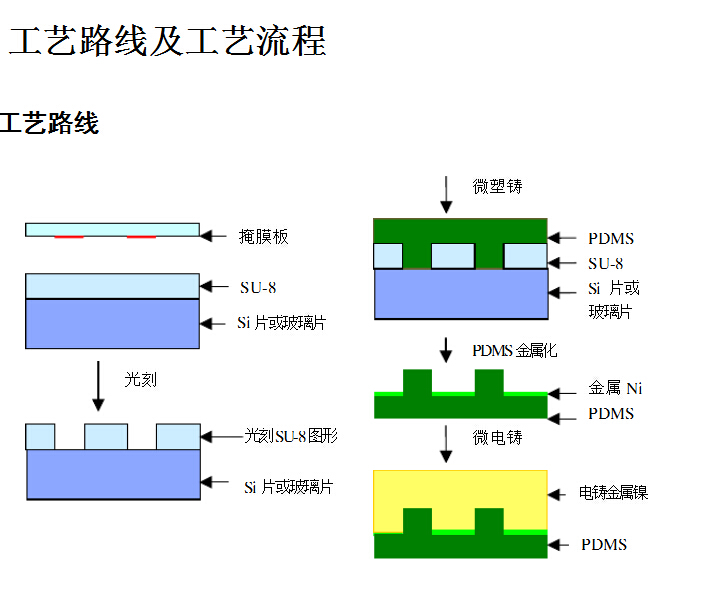
1) 对衬底进行清洗,并在200℃烘30分钟以上以去除表面水分子
2) 用厚胶甩胶工艺在基片表面旋涂所需要厚度的SU-8胶
3) 利用热板对SU-8光刻胶进行前烘处理,在热板上缓慢冷却
4) 在Karl Suss MA6紫外光刻机上进行接触式曝光
5) 对曝光后的SU-8胶在热板上进行后烘热处理,得到交联的SU-8胶结构
注:由于交联的SU-8胶结构内应力很大,可以导致基底弯曲变形和胶的开裂.所以加热必须缓慢,冷却应在热板上随热板冷却到室温
6) 超声显影,得到光刻胶图形
7) 将SU-8胶微结构在150℃-200℃下在热板上进行固化
.png)
1) 将衬底有SU-8光刻图形模具固定在真空热压机上,底部放上待模压的PDMS
2) 关闭模腔并抽真空,将图形压入PDMS,升温至120℃,保持60s
3) 降温至40℃, 让模腔充气,打开模腔,取出SU-8+PDMS样品,并从SU-8图形上脱下PDMS图形
1) 清洗PDMS样品图形表面并做溅射前的处理
2) 将PDMS样品放入溅射机的真空腔并抽真空到合适的镀膜真空度
3) 在PDMS样品表面溅射100nm钛+300nm镍
4) 真空腔充气, 打开真空腔,取出表面金属化的PDMS样品.
1)将氨基磺酸镍作为主盐,PH值3.5-4,溶液温度升到40℃±2℃,循环过滤(小于0.4微米)以控制电铸槽的旋浮颗粒大小
2)将PDMS样品放入电铸槽中
3)加1000HZ,占空比1:10,电流密度2A/cm2的脉冲电源
4)根据不同的高度,电铸不同的时
5)取出电铸后的PDMS样品,并将它烘干
6)在氧等离子体气氛下去除PDMS
7)在显微镜下对电铸的微结构进行检查,以确定最终的产品是否是成品
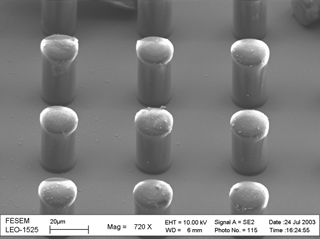
圆棒直径20um,高163.2um,深宽比为8.16
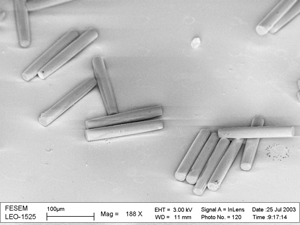
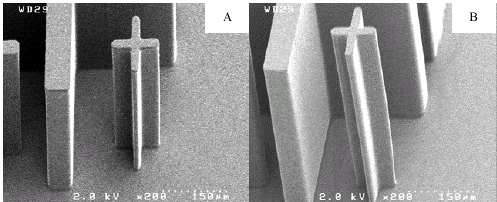
(A)线宽5μm, 高280μm,深宽比为56
(B)线宽10μm, 高350μm,高宽比为35
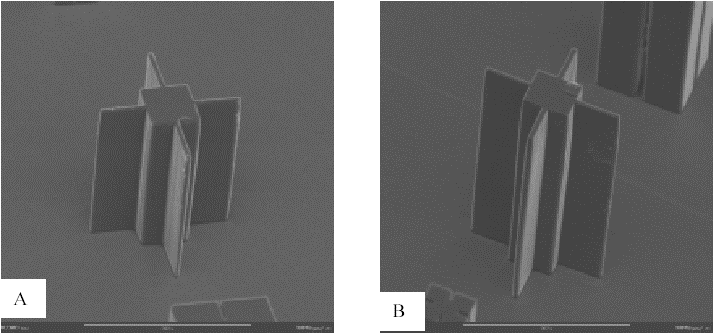
(A) 线宽13,高160,深宽比为12;
(B) 线宽16,高360,深宽比为22
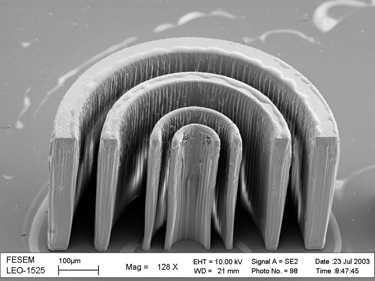
(1) 线宽53.85um,深宽比为6.9;
(2) 线宽42.3um,深宽比为8.8;
(3) 线宽23.08um,深宽比为16.1;
(4) 线宽11.5um,深宽比为32.2。
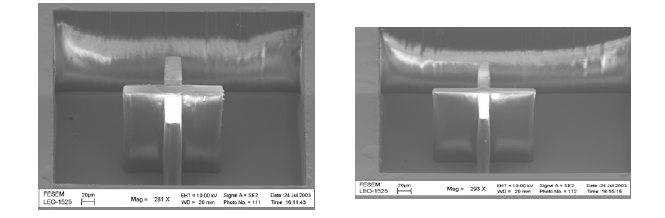
(A) 线宽20um,高163.2um,深宽比为8.16; (B) 线宽10um,高163.2um,深宽比为16.32
作者:徐智谋 何少伟